
Tworzymy plik gcode dla lasera
Aplikacja do konwersji pliku svg do gcode. Wiele kodów tu utworzonych zostało testowanych na laserze optycznym Creative Laser Falcon 10W Luxury Combo. Producent urządzenia podaje dwa oprogramowania, które z nim współpracują: LightBurn oraz LaserGRBL. W tym ostatnim, wczytanie pliku svg jest aktualnie traktowane eksperymentalnie. Innym sposobem symulacyjnego sprawdzianu poprawności utworzonego tutaj kodu jest skorzystanie z programu CAMotics. Plik svg musi posiadać niżej omówioną budowę i możemy go utworzyć bezpośrednio na tej stronie.
Plik SVG
| Tag | Opis |
|---|---|
| <svg ...> | Musi rozpoczynać plik svg
<svg version="1.1" xmlns="http://www.w3.org/2000/svg" width="50" height="30"> |
| <g ...> | Przeskalowujemy oś Y aby odpowiadała układowi kartezjańskiemu oraz ustawiamy brak wypełnienia i czarny kolor konturu.<g id="myGroup" transform="translate(0,30) scale(1, -1)" stroke="#000" fill="none">Identyfikator id="myGroup" jest niezbędny. Z niego zostaną odczytane koordynaty położenia i wymiary zewnętrzne wycinanego detalu.Pamiętajmy, że po wykorzystaniu, dopuszczalnych i niżej wymienionych, kolejnych znaczników w pliku svg, należy naszą grupę oraz cały plik zamknąć ( </g></svg>).
|
| <line ... /> | Linia prosta od punktu (x1,y1) do punktu (x2,y2)<line x1="0" y1="0" x2="40" y2="30" /> |
| <rect ... /> | Prostokąt z lewym dolnym narożnikiem w punkcie (x,y) oraz szerokości (width) i wysokości (height) i opcjonalnie z wymiarem zaokrąglenia narożników<rect x="0" y="0" width="40" height="30" /> // lub z promieniem zaokrąglenia narożników <rect x="0" y="0" width="40" height="30" rx="3" /> |
| <circle ... /> | Okrąg o środku w punkcie (cx,cy) i promieniu (r)<circle cx="12" cy="15" r="6" /> |
| <polyline ... /> | Linia łamana prowadzona przez kolejne punkty<polyline points="0,0 10,10 30,10 40,0" /> |
| <polygon ... /> | Jak wyżej ale jest automatycznie domykana<polygon points="0,0 10,10 30,10 40,0" /> |
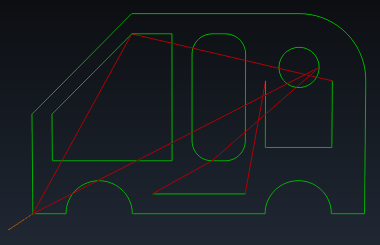
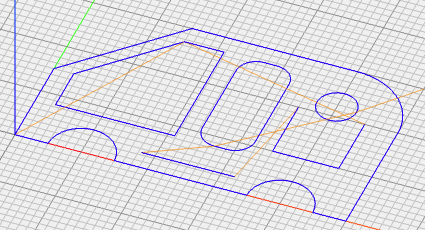
| <path ... /> | Kontur prowadzony zgodnie z kodem w parametrze d. Pozwala na odwzorowanie dowolnego kształtu z dużą dokładnością.<path d="M0,0 H5 A5,5 0 0 0 15,0 H35 A5,5 0 0 0 45,0 H50 V20 A10,10 0 0 1 40,30 H15 L0,15 Z" />W parametrze d dopuszcza się stosowanie poniższych elementów:
|
GCODE
| G-code | Opis |
|---|---|
| G0, G00 | Szybki ruch do pozycji X...Y... (stosować dla ruchów ustawczych) |
| G90 | użyj koordynat bezwzględnych |
| G91 | użyj koordynat przyrostowych |
| G1 | Ruch roboczy do pozycji X...Y... |
| G2 | praca po łuku w kierunku CW |
| G3 | praca po łuku w kierunku CCWG0X11.113Y34.708 M3 G3X11.113Y34.708I-3.175J0F1000 M5
|
| G17 | wybór płaszczyzny XY (LaserGRBL ustawienie to pomija) |
| G40 | anulowanie kompensacji promienia narzędzia |
| G21 | dane w milimetrach (LaserGRBL - 3 miejsca po przecinku) |
| G54 | przesunięcie układu współrzędnych |
| M-code | Opis |
| M5 | wyłącz laser |
| M3 | włącz laser |
| M8 | włącz chłodzenie |
| M9 | wyłącz chłodzenie |
| M2 | kończy wykonywanie programu |
Ograniczenia aplikacji
- W pliku svg nie rozpatrujemy transformacji poszczególnych elementów oprócz transformacji globalnej, która skaluje koordynaty do układu kartezjańskiego, czyli osi X od lewej do prawej i osi Y od dołu do góry. Aby zobaczyć całą grafikę, która może wychodzić poza pierwszą ćwiartkę układu współrzędnych, należy to uwzględnić w
translatetransformacji elementug. - Wszystkie koordynaty w pliku svg muszą być podawane w formacie bezwzględnym.
- Każdy element musi być zapisany w pliku svg w osobnym wierszu.
- Nie jest implementowany element typu
ellipse. - Nie jest implementowany element typu
text. - W elemencie arcus ścieżki nie jest implementowane pochylenie łuku oraz przyjmuje się, że łuk posiada identyczne promienie w osiach X i Y.
- Jeżeli potrzebujesz zaprogramować łuk o różnych promieniach rx i ry to jest to nadal możliwe ale musisz przekształcić ten fragment ścieżki w krzywą lub krzywe Beziera, jak pokazano to dla przykładowych danych wejściowych.
- W elemencie ścieżki typu krzywa jest implementowana krzywa kubiczna (
C) i kwadratowa (Q) Beziera. - W elemencie
rectjest zaimplementowany promień zaokrąglenia wierzchołków (o ile występuje) jako identyczny dla osi X i Y.